



Ò@¤¸àóöÁ(sh¿┤)îª(du¿¼)Ò@¤¸TC4Ôü║¤¢ðí┐ÎÃð¤¸┴ªÁ─Ë░Ýæ
░l(f¿í)▓╝╚ıã┌ú║2025-4-7 9:07:08
TC4Ôü║¤¢¥▀Ëðâ×(y¿¡u)«ÉÁ─ÖC(j¿®)ðÁðÈ─▄íó©▀▒╚Åè(qi¿óng)Â╚║═Î┐È¢Á─┐╣©»╬g─▄┴ªú¼È┌║¢┐ı║¢╠ýíóã¹▄ç╣ñÿI(y¿¿)íóç°À└╣ñÿI(y¿¿)║═ßt(y¿®)»ƒã¸ðÁÁ╚¯I(l¿½ng)Ë‗Á├Á¢┴╦ÅVÀ║æ¬(y¿®ng)Ë├[1-2]íúTC4Ôü║¤¢¢Y(ji¿ª)ÿï(g¿░u)╝■È┌ÍãÈý▀^│╠Íð┤¾ÂÓðÞʬ▀M(j¿¼n)ðð┐Î╝Ë╣ñú¼ãõÍð0.3~3mmÁ─┐╔ÀQ×Úðí┐Îú¼«ö(d¿íng)Ã░ðí┐ÎÂÓ▓╔Ë├┬Ú╗¿Ò@▀M(j¿¼n)ððÒ@¤¸╝Ë╣ñ[3]íúÙSÍ°îª(du¿¼)┴Ò╝■¥½Â╚║═╝Ë╣ñðº┬╩ʬþÁ─▓╗öÓ╠ß╔²ú¼Èô╣ñ╦çÍðÒ@¯^╚¦ÊÎÎâð╬íó─Ñôpç└(y¿ón)ÍÏíó╝Ë╣ñðº┬╩Á═ÊÈ╝░┐ÎÁ─┘|(zh¿¼)┴┐▓╗ÊÎ▒úÎCÁ╚åû¯}╚ıʵ═╣´@[4]íú
ðí┐ÎÒ@¤¸╝Ë╣ñÍðú¼Ò@¤¸àóöÁ(sh¿┤)╩ÃË░Ýæ┐ÎÒ@¤¸┘|(zh¿¼)┴┐╝░Ò@¯^ë█├³Á─ÛP(gu¿ín)µIÊ‗╦ÏÍ«Ê╗[5]ú¼Ò@¤¸╝Ë╣ñ▀^│╠È┌ÀÔÚ]╗‗░ÙÀÔÚ]¡h(hu¿ón)¥│Íð▀M(j¿¼n)ððú¼╩▄ÍãË┌©¸ÀN═Ô▓┐ùl╝■ú¼ò■(hu¿¼)░ÚËð╝Ë╣ñ▓╗ÀÇ(w¿ºn)¿íó┼┼ð╝└ºÙyÁ─¼F(xi¿ñn)¤¾[6-7]ú¼Ë╔Ë┌╦¨ðÞÒ@¯^Í▒Å¢ðíú¼È┌Ò@¤¸▀^│╠ÍðÊÎ░l(f¿í)╔·Îâð╬ı±äË(d¿░ng)ú¼îº(d¿úo)Í┬│÷¼F(xi¿ñn)╝Ë╣ñ¥½Â╚Á═íóÒ@¯^─Ñôpç└(y¿ón)ÍÏíóðº┬╩Á═Á╚åû¯}[8]íúKODAMAHÁ╚[9]×Ú╠ß©▀èW╩¤¾w▓╗õPõôðí┐Î╝Ë╣ñ¥½Â╚ú¼═¿▀^©─ÎâÙA╠¦▀M(j¿¼n)¢o┴┐íóÌD(zhu¿ún)╦┘║═▀M(j¿¼n)¢o╦┘Â╚ú¼Ðð¥┐┴╦▓╗═¼Ò@¤¸ùl╝■îª(du¿¼)┐Î╝Ë╣ñðÈ─▄Á─Ë░Ýæú¼ãõ¢Y(ji¿ª)╣¹▒Ý├¸ÙA╠¦▀M(j¿¼n)¢o┴┐║═▀M(j¿¼n)¢o╦┘Â╚Á─¢M║¤┐╔ÊÈ£p╔┘¦S¤‗┴ª║═┐sÂ╠Ò@¤¸òr(sh¿¬)Úgú¼ÃÊ£pðíÙA╠¦▀M(j¿¼n)¢o┴┐┐╔ÊÈËððºÊÍÍãÃ𤸣ÏÂ╚íú±TüåÍÌÁ╚[10]▀M(j¿¼n)ðð┴╦TA15Ôü║¤¢Ò@¤¸Èç‗×(y¿ñn)ú¼ÊÈTA15×Úîª(du¿¼)¤¾Ðð¥┐Ùy╝Ë╣ñ▓─┴¤╔¯┐ÎÒ@¤¸ÍðÒ@¯^öÓð╝▓█êA╗í░ÙÅ¢íóÖC(j¿®)┤▓͸¦SÌD(zhu¿ún)╦┘║═▀M(j¿¼n)¢o┴┐È┌Ò@¤¸▀^│╠Íðîª(du¿¼)Ãðð╝ð╬æB(t¿ñi)Á─Ë░ÝæÃÚørú¼¢Y(ji¿ª)╣¹´@╩¥▓╗═¼ùl╝■îª(du¿¼)Ãðð╝ð╬æB(t¿ñi)¥¨ËðË░ÝæíúWEIY[11]Á╚Ðð¥┐┴╦CFRP/Ti▓─┴¤ðí┐Î╝Ë╣ñÍðÒ@┐ÎàóöÁ(sh¿┤)îª(du¿¼)ðí┐Î┘|(zh¿¼)┴┐Á─Ë░Ýæú¼ãõ¢Y(ji¿ª)╣¹▒Ý├¸┐Î╝Ë╣ñ┘|(zh¿¼)┴┐┼c▀M(j¿¼n)¢o┴┐Ëð¦^Åè(qi¿óng)Á─¤ÓÛP(gu¿ín)ðÈíú¥C╔¤ú¼Ðð¥┐Ò@¤¸àóöÁ(sh¿┤)îª(du¿¼)Ò@¤¸▀^│╠ÍðÃð¤¸┴ªÁ─Ë░ÝæÊÄ(gu¿®)┬╔¥▀ËðÍÏʬÊÔ┴xíú
ðí┐ÎÒ@¤¸▀^│╠ÍðÁ─Ãð¤¸┴ª╠ÏðÈ┐╔═¿▀^Ò@¯^╦¨╩▄¦S¤‗┴ª╝░┼ñ¥Ï▀M(j¿¼n)ððÐð¥┐ú¼▓╠ÿs┘eÁ╚[12]îª(du¿¼)9Cr18Moðí┐Î╝Ë╣ñ▀^│╠Íð▓╗═¼ÁÂ¥▀¢Y(ji¿ª)ÿï(g¿░u)╝░Ò@¤¸àóöÁ(sh¿┤)îª(du¿¼)Ò@¤¸▀^│╠Á─Ë░Ýæ▀M(j¿¼n)ððÐð¥┐ú¼░l(f¿í)¼F(xi¿ñn)╣ñ╦çàóöÁ(sh¿┤)©─Îâîª(du¿¼)Ò@¯^£ÏÂ╚íó¦S¤‗┴ª╝░┼ñ¥Ï¥¨Ëð║▄┤¾Ë░Ýæú¼â×(y¿¡u)▀xÁ─╣ñ╦çàóöÁ(sh¿┤)┐╔ÊÈ╠ß╣®©³║├Á─╝Ë╣ñ┘|(zh¿¼)┴┐íúJIABHÁ╚[13]═¿▀^À┬ıµÐð¥┐┴╦Ò@¤¸TiBw/TC4òr(sh¿¬)Ãð¤¸┴ªíó┼ñ¥Ï╝░Ò@¤¸£ÏÂ╚îª(du¿¼)╣ñ╝■╬óË^┴ªîW(xu¿ª)ðÈ─▄Á─Ë░ÝæÊÄ(gu¿®)┬╔ú¼ãõ¢Y(ji¿ª)╣¹´@╩¥¦S¤‗┴ª×Ú╣ñ╝■ããë─Á─͸ʬȡÊ‗ú¼«ö(d¿íng)¦S¤‗┴ª¤┬¢Áú¼▒╗╝Ë╣ñ╝■╬óË^¢Y(ji¿ª)ÿï(g¿░u)┌àË┌ÀÇ(w¿ºn)¿ú¼ôpé¹£pðííúÍýÎ┐Í¥Á╚[14]═¿▀^Ðð¥┐Ò@¤¸GFRPòr(sh¿¬)▓╗═¼╣ñ╦çàóöÁ(sh¿┤)¤┬Á─¦S¤‗┴ªú¼▀M(j¿¼n)Ê╗▓¢¢Ê╩¥┴╦¦S¤‗┴ªîª(du¿¼)╝Ë╣ñ┘|(zh¿¼)┴┐Á─Ë░ÝæÊÄ(gu¿®)┬╔ú¼¢Y(ji¿ª)╣¹´@╩¥¢ÁÁ═¦S¤‗┴ª┐╔ÊÈËððº©─╔ã┐Î╝Ë╣ñ┘|(zh¿¼)┴┐íú
¥C╔¤╦¨╩÷ú¼«ö(d¿íng)Ã░ßÿîª(du¿¼)Ôü║¤¢ðí┐ÎÒ@¤¸╝Ë╣ñÁ─Ðð¥┐¤Óîª(du¿¼)¦^╔┘ú¼ÊÈTC4Ôü║¤¢×Úîª(du¿¼)¤¾ú¼═¿▀^Ðð¥┐͸ʬÒ@¤¸╣ñ╦çàóöÁ(sh¿┤)îª(du¿¼)Ò@¤¸ðí┐Îòr(sh¿¬)¦S¤‗┴ª║═┼ñ¥ÏÁ─Ë░ÝæÊÄ(gu¿®)┬╔ú¼¢Ê╩¥Ôü║¤¢ðí┐Î╝Ë╣ñ╠ÏðÈú¼îª(du¿¼)╠ß©▀Ôü║¤¢┴Ò╝■Íððí┐ÎÁ─ÍãÈý¥½Â╚║═╝Ë╣ñðº┬╩¥▀ËðÍÏʬÊÔ┴xíú
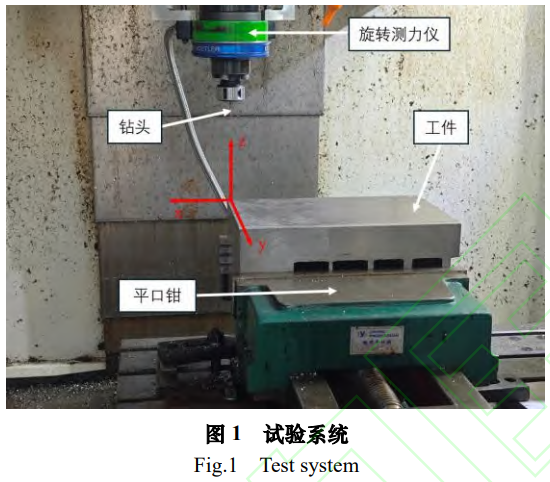
1íóTC4Ôü║¤¢ðí┐ÎÒ@¤¸Èç‗×(y¿ñn)ùl╝■
╚þêD1╦¨╩¥ú¼Ò@¤¸Èç‗×(y¿ñn)È┌VMC850E┴ó╩¢öÁ(sh¿┤)┐Ï╝Ë╣ñÍðð─╔¤▀M(j¿¼n)ððú¼▀xô±TC4Ôü║¤¢║±░Õ×ÚÒ@¤¸ÿË╝■ú¼▓─┴¤┴ªîW(xu¿ª)ðÈ─▄àóöÁ(sh¿┤)ú║├▄Â╚×Ú4400kg/cm3íóÅùðÈ─ú┴┐×Ú110GPaíóË▓Â╚×Ú36HRCíóóÀ■Åè(qi¿óng)Â╚×Ú834MPaíó└¡╔ýÅè(qi¿óng)Â╚×Ú932MPaú╗ÿË╝■│▀┤þàóöÁ(sh¿┤)ú║300mm×190mm×130mmíúË├ã¢┐┌ÒQ▀M(j¿¼n)ððÐbèAÈ┌ÖC(j¿®)┤▓╣ñθ┼_(t¿ói)╔¤ú¼▓╔Ë├ãµ╩»ÿÀ9123C1011ð²ÌD(zhu¿ún)£y(c¿¿)┴ªâx£y(c¿¿)┴┐Ò@¤¸▀^│╠ÍðÁ─¦S¤‗┴ª╝░┼ñ¥Ïíú
ð²ÌD(zhu¿ún)£y(c¿¿)┴ªâx£y(c¿¿)Á├Á─ð┼╠û(h¿ño)═¿▀^ð┼╠û(h¿ño)À┼┤¾║═ÌD(zhu¿ún)ôQÐbÍ├▒╗ÌD(zhu¿ún)ôQ│╔öÁ(sh¿┤)ô■(j¿┤)▀M(j¿¼n)ððÀÍ╬÷╠Ä└Ýú¼Ãð¤¸┴ªð┼╠û(h¿ño)À┼┤¾ÈO(sh¿¿)éõ▀xË├5223Bð═ÂÓ═¿Á└Ùè║╔À┼┤¾ã¸ú¼ãõ┼cöÁ(sh¿┤)ô■(j¿┤)▓╔╝»┐¿║═░▓ÐbËðöÁ(sh¿┤)ô■(j¿┤)╠Ä└Ý▄ø╝■Á─Ùè─XÊ╗▓ó▀B¢Ë¢M│╔öÁ(sh¿┤)ô■(j¿┤)╠Ä└ݤÁ¢y(t¿»ng)ú¼Ò@¤¸┴ª£y(c¿¿)┴┐¤Á¢y(t¿»ng)┼õÍ├╝░È¡└Ý╚þêD2╦¨╩¥íú

2íóðí┐ÎÒ@¤¸ı²¢╗Èç‗×(y¿ñn)
2.1ı²¢╗Èç‗×(y¿ñn)À¢░©ÈO(sh¿¿)Ëï(j¿¼)
ÊÈÒ@¯^Í▒Å¢díóÒ@¤¸╦┘Â╚vc║═▀M(j¿¼n)¢o┴┐fn▀@3éÇ(g¿¿)Ò@¤¸àóöÁ(sh¿┤)θ×Úı²¢╗Èç‗×(y¿ñn)Á─Ê‗╦ÏíúÊè▒Ý1ú¼Ò@¯^Í▒Å¢░┤ðí┐ÎÒ@¤¸Á─ðÞþ▀x╚í2.0mmíó2.1mm║═2.2mmú¼îª(du¿¼)æ¬(y¿®ng)Ò@¯^ð═╠û(h¿ño)╝░ÄÎ║╬àóöÁ(sh¿┤)Êè▒Ý2íú©¨ô■(j¿┤)TC4▓─┴¤Á─Ò@¤¸╝Ë╣ñðÈÀÍäe▀x╚íÒ@¤¸╦┘Â╚║═▀M(j¿¼n)¢o┴┐Á─3éÇ(g¿¿)╦«ã¢ÍÁú¼Ðð¥┐Ò@¤¸TC4ðí┐Îòr(sh¿¬)͸ʬÒ@¤¸àóöÁ(sh¿┤)îª(du¿¼)¦S¤‗┴ª╝░┼ñ¥ÏÁ─Ë░ÝæÊÄ(gu¿®)┬╔íú

2.2ı²¢╗Èç‗×(y¿ñn)¢Y(ji¿ª)╣¹
░┤ıı▒Ý2àóöÁ(sh¿┤)îª(du¿¼)TC4ÿË╝■▀M(j¿¼n)ðððí┐ÎÒ@¤¸Èç‗×(y¿ñn)ú¼ÊÈd=2.0mmú¼vc=15m/minú¼fn=0.02mm/rÒ@¤¸╣ñ╦çàóöÁ(sh¿┤)×Ú└²ú¼£y(c¿¿)┴┐ð┼╠û(h¿ño)ÌD(zhu¿ún)ôQ×ÚöÁ(sh¿┤)ô■(j¿┤)║¾ú¼¦S¤‗┴ª╝░┼ñ¥Ï¢Y(ji¿ª)╣¹╚þêD3íóêD4╦¨╩¥íú╚í¦S¤‗┴ªíó┼ñ¥Ï÷¥ÇÍðã¢ÀÇ(w¿ºn)öÁ(sh¿┤)ô■(j¿┤)ú¿êD3íóêD4ÍðÀ¢┐‗à^(q¿▒)Ë‗ú®Î¸×Ú─┐ÿ╦(bi¿ío)öÁ(sh¿┤)ô■(j¿┤)▀M(j¿¼n)ðð┴Ò³c(di¿ún)ã»Êã╚Ñ│²║═¥¨╗»╠Ä└Ýú¼┐╔Á├│÷¦S¤‗┴ªFz=644.42Nú¼┼ñ¥ÏMz=0.913N.míú


Ë╔êD3íóêD4┐╔ÊÈ┐┤│÷ú¼ÙSÍ°Ò@¤¸│Í└m(x¿┤)╔¯╚Ùú¼¦S¤‗┴ª╗¨▒¥▒ú│Í═¼Ê╗╦«ã¢¥Ç╔¤¤┬©íäË(d¿░ng)ú╗┼ñ¥ÏÈ┌╝˦d│§ã┌▒ú│ͦ^ã¢ÀÇ(w¿ºn)▓¿äË(d¿░ng)ú¼ÙSÍ°Ò@¤¸╔¯Â╚È÷╝Ëú¼«a(ch¿ún)╔·┤¾┴┐Ãðð╝ÂÐÀeÂ┬╚¹Ò@¯^▀\(y¿┤n)äË(d¿░ng)┐ıÚgú¼░ÚÙSÒ@¯^─Ñôp│÷¼F(xi¿ñn)ú¼┼ñ¥ÏÍØuÈ÷┤¾íú
░┤▒Ý1À¢░©▀M(j¿¼n)ððı²¢╗Èç‗×(y¿ñn)ú¼Á├Á¢¦S¤‗┴ª┼c┼ñ¥Ï¢Y(ji¿ª)╣¹Êè▒Ý3íú

2.3ı²¢╗Èç‗×(y¿ñn)ÿO▓¯ÀÍ╬÷
îª(du¿¼)▒Ý3ÍðÈç‗×(y¿ñn)Á├Á¢Á─¦S¤‗┴ª▀M(j¿¼n)ððÿO▓¯ÀÍ╬÷ú¼¢Y(ji¿ª)╣¹Êè▒Ý4ú¼Ò@¤¸àóöÁ(sh¿┤)îª(du¿¼)¦S¤‗┴ªÁ─Ë░Ýæ│╠Â╚Ë╔┤¾Á¢ðí×Úú║Ò@¯^Í▒Å¢dú¥▀M(j¿¼n)¢o┴┐fnú¥Ò@¤¸╦┘Â╚vcú¼ÃÊÒ@¤¸╦┘Â╚îª(du¿¼)¦S¤‗┴ªÁ─Ë░Ýæ▀h(yu¿ún)Á═Ë┌Ò@¯^Í▒Å¢║═▀M(j¿¼n)¢o┴┐â╔éÇ(g¿¿)Ê‗╦Ïíú

êD5╦¨╩¥¦S¤‗┴ª└Î▀_(d¿ó)êD©³Í▒Ë^ÁÏÀ┤Ë│┴╦¦S¤‗┴ªÈ┌▓╗═¼Ê‗╦Ϥ┬©¸╦«ã¢¥¨ÍÁÁ─▓¯«ÉÃÚøríú©¸Ê‗╦ÏÈ┌▓╗═¼╦«ã¢¥¨ÍÁ╦¨ÿï(g¿░u)│╔Á─╚²¢Ãð╬È¢¢Ë¢³Á╚▀à╚²¢Ãð╬ú¼¤Óæ¬(y¿®ng)ÿO▓¯È¢ðíú¼ıf├¸ÈôÊ‗╦Ïîª(du¿¼)¦S¤‗┴ªË░Ýæ│╠Â╚¦^Á═ú¼À┤Í«╚¶╚²¢Ãð╬È¢▓╗ÊÄ(gu¿®)ätú¼¤Óæ¬(y¿®ng)ÿO▓¯È¢┤¾ú¼ätÈôÊ‗╦Ïîª(du¿¼)¦S¤‗┴ªË░Ýæ│╠Â╚È¢äí┴ÊíúêD5ÍðÒ@¤¸╦┘Â╚╦¨ÿï(g¿░u)│╔Á─╚²¢Ãð╬¢Ë¢³Á╚▀à╚²¢Ãð╬ú¼îª(du¿¼)¦S¤‗┴ªË░Ýæ│╠Â╚ίðíú¼Ò@¯^Í▒Å¢╦¨ÿï(g¿░u)│╔Á─╚²¢Ãð╬È┌╦«ã¢3╠Ä│÷¼F(xi¿ñn)├¸´@╝Ô¢Ãú¼îª(du¿¼)¦S¤‗┴ªË░Ýæ│╠Â╚ί┤¾íú

▒Ý5╦¨╩¥×Ú┼ñ¥ÏÁ─ÿO▓¯ÀÍ╬÷¢Y(ji¿ª)╣¹ú¼êD6×Úãõ└Î▀_(d¿ó)êDíúÒ@¤¸àóöÁ(sh¿┤)îª(du¿¼)┼ñ¥ÏÁ─Ë░ÝæÊÄ(gu¿®)┬╔┼c¦S¤‗┴ª╗¨▒¥Ê╗Í┬ú¼Ò@¤¸╦┘Â╚îª(du¿¼)┼ñ¥ÏË░Ýæ│╠Â╚ίðíú¼Ò@¯^Í▒Å¢îª(du¿¼)┼ñ¥ÏË░Ýæ│╠Â╚ί┤¾íú

2.4ı²¢╗Èç‗×(y¿ñn)À¢▓¯ÀÍ╬÷
îª(du¿¼)▒Ý3ÍðÈç‗×(y¿ñn)¢Y(ji¿ª)╣¹▀M(j¿¼n)ððÀ¢▓¯ÀÍ╬÷ú¼┼R¢þÍÁF╚íF0.01(2,2)=99.0ú¼F(xi¿ñn)0.05(2,2)=19.0ú¼îª(du¿¼)╦¨Á├¦S¤‗┴ªíó┼ñ¥ÏÀ¢▓¯ÀÍ╬÷¢Y(ji¿ª)╣¹Êè▒Ý6íó▒Ý7íú
═¿▀^▒Ý6îª(du¿¼)©¸Ê‗╦Ïîª(du¿¼)¦S¤‗┴ªË░ÝæÁ─´@Í°ðÈ▀M(j¿¼n)ððÀÍ╬÷íúÒ@¯^Í▒Å¢îª(du¿¼)¦S¤‗┴ªÁ─Ë░Ýæ´@Í°íúÙm╚╗▀M(j¿¼n)¢o┴┐║═Ò@¤¸╦┘Â╚Á─Ë░Ý楨▒ݼF(xi¿ñn)×Ú▓╗´@Í°ú¼Á½Ò@¤¸╦┘Â╚îª(du¿¼)¦S¤‗┴ªÁ─Ë░Ý橳ðíú¼ÃÊ▀h(yu¿ún)Á═Ë┌▀M(j¿¼n)¢o┴┐Á─Ë░ÝæíúÀ¢▓¯ÀÍ╬÷¢Y(ji¿ª)╣¹┼cÿO▓¯ÀÍ╬÷¢Y(ji¿ª)╣¹Ê╗Í┬íú

Ë╔▒Ý7┐╔Á├ú¼┼ñ¥ÏÀ¢▓¯ÀÍ╬÷¢Y(ji¿ª)╣¹┼c¦S¤‗┴ª¢Y(ji¿ª)╣¹¤Ó╦ãú¼Ò@¯^Í▒Å¢Á─Îâ╗»îª(du¿¼)┼ñ¥ÏÁ─Ë░Ýæ´@Í°ú¼▀M(j¿¼n)¢o┴┐┼cÒ@¤¸╦┘Â╚Á─Ë░Ýæ▓╗´@Í°ú¼ÃÊÒ@¤¸╦┘Â╚îª(du¿¼)┼ñ¥ÏÁ─Ë░Ý橳ðííúÀ¢▓¯ÀÍ╬÷¢Y(ji¿ª)╣¹┼cÿO▓¯ÀÍ╬÷¢Y(ji¿ª)╣¹Ê╗Í┬íú
3íóÒ@¤¸å╬Ê‗╦ÏÈç‗×(y¿ñn)╝░¢Y(ji¿ª)╣¹ÀÍ╬÷
═¿▀^å╬Ê‗╦ÏÈç‗×(y¿ñn)À¢À¿▀M(j¿¼n)Ê╗▓¢Ðð¥┐Ò@¤¸àóöÁ(sh¿┤)îª(du¿¼)¦S¤‗┴ª╝░┼ñ¥ÏÁ─Ë░ÝæÊÄ(gu¿®)┬╔íúË╔▒Ý4íó▒Ý5íóêD5íóêD6┐╔├¸´@┐┤Á¢ú¼Ò@¯^Í▒Å¢d=2.0mmú¼Ò@¤¸╦┘Â╚vc=20m/minú¼▀M(j¿¼n)¢o┴┐fn=0.02mm/ròr(sh¿¬)¦S¤‗┴ª╝░┼ñ¥ÏίÁ═ú¼Ë╔┤╦ú¼▀x╚íÊÈ╔¤╦«ã¢ÍÁθ×Ú▓╗Îâ┴┐▀M(j¿¼n)ððå╬Ê‗╦ÏÈç‗×(y¿ñn)ú¼Èç‗×(y¿ñn)¢Y(ji¿ª)╣¹Êè▒Ý8íú


Ë╔▒Ý8└LÍãÁ─êD7Í▒Ë^À┤Ë│┴╦©¸å╬Ê‗╦Ïîª(du¿¼)¦S¤‗┴ªíó┼ñ¥ÏÁ─Ë░ÝæÊÄ(gu¿®)┬╔íúÙSÍ°Ò@¯^Í▒Å¢Á─È÷┤¾ú¼¦S¤‗┴ª║═┼ñ¥ÏÂ╝│╩¼F(xi¿ñn)È÷┤¾┌àä¦(sh¿¼)ú¼ÃÊÎâ╗»À¨Â╚┌àä¦(sh¿¼)Ê╗Í┬íúÒ@¯^Í▒ŢȢ┤¾ú¼ãõÖM╚ðÈ¢ÚLú¼Ãð¤¸îËÚLÂ╚È÷┤¾ú¼Ãð¤¸îË├µÀeÈ÷┤¾ú¼îº(d¿úo)Í┬¦S¤‗┴ª╝░┼ñ¥Ï═¼▓¢╔¤╔²íú

ÙSÍ°Ò@¤¸╦┘Â╚È÷┤¾ú¼¦S¤‗┴ª║═┼ñ¥Ï¥¨│╩¼F(xi¿ñn)¤╚£pðí║¾È÷┤¾Á─Îâ╗»┌àä¦(sh¿¼)íúÈ┌Ò@¤¸╦┘Â╚×Ú15~20m/minÁ─ÀÂç·â╚(n¿¿i)ú¼Ë╔Ë┌Ò@¤¸╦┘Â╚Á─È÷╝Ëú¼Ò@¤¸£ÏÂ╚╔²©▀ú¼╩╣╣ñ╝■┼cÁÂ¥▀¢ËË|à^(q¿▒)Ë‗Á─TC4«a(ch¿ún)╔·´@Í°Á─©▀£Ï▄ø╗»ú¼TC4È┌▀@Ê╗Ò@¤¸╦┘Â╚ÀÂç·â╚(n¿¿i)«a(ch¿ún)╔·Á─╝Ë╣ñË▓╗»▓╗├¸´@ú¼©▀£Ï▄ø╗»ðº╣¹┐╔═Û╚½ø_ÁÍÁ¶┴╦╝Ë╣ñË▓╗»ðº╣¹ú¼▓─┴¤Ë▓Â╚¢ÁÁ═ú¼¦S¤‗┴ª╝░┼ñ¥ÏËð╦¨¤┬¢ÁíúÈ┌Ò@¤¸╦┘Â╚×Ú20~25m/minÀÂç·â╚(n¿¿i)ú¼Ùm╚╗ÙSÍ°Ã𤸣ÏÂ╚È÷╝ËTC4«a(ch¿ún)╔·Á─©▀£Ï▄ø╗»ò■(hu¿¼)▀M(j¿¼n)Ê╗▓¢È÷╝Ëú¼Á½Ë╔Ë┌TC4▓─┴¤¥▀Ëð¦^║├Á──═©▀£ÏðÈ─▄ú¼©▀£Ï▄ø╗»ðº╣¹È÷╝Ë▓ó▓╗├¸´@ú¼Â°┤╦òr(sh¿¬)╝Ë╣ñË▓╗»ò■(hu¿¼)Ëð├¸´@È÷┤¾ú¼©▀£Ï▄ø╗»Á─È÷À¨▓╗─▄═Û╚½ø_ÁÍÁ¶╝Ë╣ñË▓╗»Á─È÷À¨ú¼▒ݼF(xi¿ñn)│÷¦S¤‗┴ª╝░┼ñ¥ÏËð╦¨╔¤╔²íú

▀M(j¿¼n)¢o┴┐È÷╝Ë╩╣Ãð¤¸îËÁ─îÆÂ╚È÷╝Ëíó├µÀeÈ÷┤¾ú¼¦S¤‗┴ªÈ÷┤¾íú═¼òr(sh¿¬)ú¼Ãð¤¸îËîÆÂ╚È÷╝Ëîº(d¿úo)Í┬Ò@¤¸«a(ch¿ún)╔·Á─Ãðð╝║±Â╚È÷┤¾ú¼Ãðð╝¾wÀeÎâ┤¾ú¼┼┼ð╝òr(sh¿¬)Ãðð╝┼c┐Î▒┌ÚgÁ─öDë║─ª▓┴┴ªÊ▓ÙSÍ«È÷┤¾ú¼«a(ch¿ún)╔·©³┤¾Á─┼┼ð╝ÎÞ┴ªú¼îº(d¿úo)Í┬┼ñ¥ÏÈ÷╝Ëú¼ÃÊÈ÷À¨©▀Ë┌¦S¤‗┴ªÈ÷À¨íú
¥C╔¤ú¼▓╔Ë├ðíÒ@¯^Í▒Å¢íó¦^Á═Á─▀M(j¿¼n)¢o┴┐║═▀mÍðÁ─Ò@¤¸╦┘Â╚┐╔ÊÈËððº¢ÁÁ═TC4ðí┐ÎÒ@¤¸Á─¦S¤‗┴ª║═┼ñ¥Ïú¼£pðí┐ΦSð─Á─Í▒¥ÇÂ╚ı`▓¯ú¼╠ß©▀Ò@┐Î¥½Â╚íú═¼òr(sh¿¬)ú¼┐╔¢ÁÁ═Ò@¤¸┴ª║═┼ñ¥Ï▀^┤¾«a(ch¿ún)╔·Á─▀^Â╔ı±äË(d¿░ng)íóÒ@¯^ı█öÓÁ╚´L(f¿Ñng)ÙU(xi¿ún)íú═¿▀^å╬Ê‗╦ÏÈç‗×(y¿ñn)ÀÍ╬÷┐╔ͬú¼Ò@¤¸╦┘Â╚vc=20m/min╩ÃÈ┌Ðð¥┐Á─àóöÁ(sh¿┤)ÀÂç·â╚(n¿¿i)Ò@¤¸TC4ðí┐ÎÁ─║¤▀mÃð¤¸╦┘Â╚ú¼┤╦òr(sh¿¬)¦S¤‗┴ª║═┼ñ¥Ï¥¨¦^Á═ú¼Ëð└¹Ë┌╠ß©▀Ò@┐Î┘|(zh¿¼)┴┐íú
4íó¦S¤‗┴ª╝░┼ñ¥Ï¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢¢¿┴ó
═¿▀^ı²¢╗Èç‗×(y¿ñn)¢Y(ji¿ª)╣¹ú¼ÀÍäe¢¿┴óTC4Ôü║¤¢ðí┐ÎÒ@¤¸¦S¤‗┴ª║═┼ñ¥ÏÁ─¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢ú║

îª(du¿¼)¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢▀M(j¿¼n)ððÂÓȬ╗ÏÜwÀÍ╬÷ú¼¢Y(ji¿ª)╣¹Êè▒Ý9íú

¦S¤‗┴ª╝░┼ñ¥Ï¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢R2ÍÁÀÍäe×Ú0.918íó0.920ú¼¥¨À¹║¤0.9ú╝R2ú╝1Á─öM║¤Â╚└Ýıôú¼▒Ý├¸Èô╗ÏÜwÀÍ╬÷öM║¤Â╚║▄©▀ú¼F(xi¿ñn)0.01(3,5)=12.06ú¼À¢▓¯Ëï(j¿¼)╦Ò¢Y(ji¿ª)╣¹Íð¦S¤‗┴ªÁ─FÍÁ×Ú30.751ú¼┼ñ¥ÏÁ─FÍÁ×Ú31.68ú¼Â■ı▀¢È┤¾Ë┌F0.01(3,5)ÍÁú¼ÎC├¸¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢¥▀Ëð´@Í°ðÈú¼┼cîì(sh¿¬)ÙHÃÚør╬Ã║¤Â╚¦^©▀ú¼┐╔ÊÈ▀\(y¿┤n)Ë├ãõÈ┌îì(sh¿¬)ÙH╝Ë╣ñÍð▀M(j¿¼n)ððÒ@¤¸┴ªÁ─¯A(y¿┤)£y(c¿¿)íú
×Ú▀M(j¿¼n)Ê╗▓¢‗×(y¿ñn)ÎC¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢Á─┐╔┐┐ðÈú¼░Ð▒Ý1╦¨╩¥Á─Ãð¤¸àóöÁ(sh¿┤)┤·╚Ù╩¢ú¿1ú®íó╩¢ú¿2ú®Á├Á¢¦S¤‗┴ªíó┼ñ¥ÏÁ─Ëï(j¿¼)╦Ò¢Y(ji¿ª)╣¹ú¼▓ó┼c▒Ý4Á─Ò@¤¸Èç‗×(y¿ñn)¢Y(ji¿ª)╣¹Î÷îª(du¿¼)▒╚ÀÍ╬÷ú¼¢Y(ji¿ª)╣¹Êè▒Ý10íú
Ë╔▒Ý10└LÍãÁ─êD8Í▒Ë^ÁÏÀ┤Ë│┴╦¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢Ëï(j¿¼)╦Ò¢Y(ji¿ª)╣¹Á─ı`▓¯ÃÚørú¼¦S¤‗┴ªÁ─ί┤¾ı`▓¯×Ú15.34%ú¼ã¢¥¨ı`▓¯7.56%ú¼┼ñ¥ÏÁ─ί┤¾ı`▓¯×Ú13.71%ú¼ã¢¥¨ı`▓¯6.56%íú¥C╔¤ú¼¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢ã¢¥¨ı`▓¯ðíË┌10%ú¼Ëï(j¿¼)╦Ò¢Y(ji¿ª)╣¹┼cÈç‗×(y¿ñn)¢Y(ji¿ª)╣¹À¹║¤Â╚¦^║├ú¼┐╔ÊÈË├Ë┌Í©îº(d¿úo)îì(sh¿¬)ÙH╔·«a(ch¿ún)íú

5íó¢Y(ji¿ª)ıZ
═¿▀^ı²¢╗Èç‗×(y¿ñn)╝░å╬Ê‗╦ÏÈç‗×(y¿ñn)îª(du¿¼)TC4ðí┐Î╝Ë╣ñÒ@¤¸àóöÁ(sh¿┤)îª(du¿¼)Ò@¤¸▀^│╠Íð¦S¤‗┴ª╝░┼ñ¥ÏÁ─Ë░ÝæÊÄ(gu¿®)┬╔▀M(j¿¼n)ðð┴╦Ðð¥┐ú¼Á├Á¢╚þ¤┬¢Y(ji¿ª)ıôú║
ú¿1ú®Ò@¤¸▀^│╠Íðú¼Ò@¯^╦¨╩▄¦S¤‗┴ªíó┼ñ¥Ï┼cÒ@¯^Í▒Å¢íó▀M(j¿¼n)¢o┴┐│╩ı²¤ÓÛP(gu¿ín)ú¼È┌Ò@¤¸▀^│╠Íð£pðíÒ@¯^Í▒Å¢íó¢ÁÁ═▀M(j¿¼n)¢o╦┘Â╚íó▀xô±║¤▀mÁ─Ò@¤¸╦┘Â╚┐╔ÊÈËððº¢ÁÁ═Ò@¯^¦S¤‗┴ªíó┼ñ¥Ïú¼È÷╝Ëðí┐ÎÒ@¤¸¥½Â╚íú
ú¿2ú®¢¿┴ó┴╦TC4ðí┐ÎÒ@¤¸¦S¤‗┴ªíó┼ñ¥ÏÁ─¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢íú═¿▀^ÂÓȬ¥ÇðÈ╗ÏÜwÀ¢▓¯ÀÍ╬÷║═┼cÈç‗×(y¿ñn)¢Y(ji¿ª)╣¹îª(du¿¼)▒╚‗×(y¿ñn)ÎCú¼Á├Á¢¢ø(j¿®ng)‗×(y¿ñn)╣½╩¢¥½Â╚¦^║├ú¼┐╔Ë├Ë┌Í©îº(d¿úo)îì(sh¿¬)ÙH╔·«a(ch¿ún)íú
àó┐╝╬─½I(xi¿ñn)
[1]└¯├╔,°PéÑÍð,ÛP(gu¿ín)└┘,Á╚. ║¢┐ı║¢╠ý¥o╣╠╝■Ë├Ôü║¤¢▓─┴¤¥C╩÷[J]. Ëð╔½¢î┘▓─ ┴¤┼c╣ñ│╠, 2018,39(4):49-53.
[2]HUANG L ,WANG S C ,MA H K, et al. Investigation on fatigue performance and microstructure of split sleeve cold expansion of TC4 holes[J]. Engineering Fracture Mechanics, 2024,311ú║110587.
[3]═§¢í,©ÿsËÛ,¶ö¥wÚw.╔¯┐Î╝Ë╣ñ╝╝ðg(sh¿┤)Ðð¥┐¥C╩÷[J/OL]. ÍãÈý╝╝ðg(sh¿┤)┼cÖC(j¿®)┤▓, 1-13 [2024-12-29].http://kns.cnki.net/kcms/detail/11.3398.th.20241216.1347.017.ht ml.
[4]║¯ÍÊ║ú,Åê╣ÔÁ┬,Â┼ز. ©▀Åè(qi¿óng)Ôü║¤¢ðíÍ▒Å¢╔¯┐Î╝Ë╣ñ╣ñ╦ç[J]. ÍãÈý╝╝ðg(sh¿┤)┼cÖC(j¿®)┤▓, 2014(6):60-64.
[5]ÛÉÔ¨Ãþ,═§òÈÅè(qi¿óng),╠´Ëó¢íú¼Á╚.CFRP/Ôü║¤¢»BîË▓─┴¤Ò@¤¸Ðð¥┐▀M(j¿¼n)ı╣[J/OL].ÖC(j¿®)ðÁ ┐ãîW(xu¿ª)┼c╝╝ðg(sh¿┤) ,1-12[2024-12-29].https://doi.org/10.13433/j.cnki.1003-8728.202 40106.
[6]BIERMANN D, BLEICHER F, HEISEL U, et al. Deep hole drilling[J]. CIRP Annals, 2018, 67:673-694.
[7]FENG Y ,WANG H X,ZHANG M , et al. Experimental research on hole wall integrity of TiBw/TC4 based on ultrasonic vibration assisted drilling[J]. International Journal of Precision Engineering and Manufacturing, 2020,21(5): 1-12.
[8]ÝnòÈ╠m,═§äP,äóæ(zh¿ñn)õh,Á╚. ┤¾ÚLÅ¢▒╚ƒoЧÒ~╔¯┐ÎÒ@¤¸╣ñ╦çàóöÁ(sh¿┤)ÂÓ─┐ÿ╦(bi¿ío)â×(y¿¡u)╗»[J]. ÍãÈý╝╝ðg(sh¿┤)┼cÖC(j¿®)┤▓, 2025ú¿3ú®ú║112-118.
[9]KODAMA H ,OKUDA K ,YAMAGUCHI T. Experimental research on small-diameter deephole drilling of austenite stainless steel[J]. Materials Science Forum, 2016,874:481-486.
[10]±TüåÍÌ,³SÄø┼ý,äóÐÒ╩±,Á╚.TA15 Ôü║¤¢╔¯┐ÎÒ@¤¸Èç‗×(y¿ñn)Ðð¥┐[J].ÍãÈý╝╝ðg(sh¿┤)┼c ÖC(j¿®)┤▓,2022(2):39-42.
[11]WEI Y ,AN Q ,MING W , et al. Effect of drilling parameters and tool geometry on drilling performance in drilling carbon fiber–reinforced plastic/titanium alloy stacks[J]. Advances in Mechanical Engineering, 2016,8(9):168781
[12]▓╠ÿs┘e,┴║Í¥Åè(qi¿óng),ÛÉõJ,Á╚.║¢┐ıçèÎý 9Cr18Mo ðí┐ÎÒ@¤¸ÁÂ¥▀¢Y(ji¿ª)ÿï(g¿░u)┼c╣ñ╦çàóöÁ(sh¿┤) â×(y¿¡u)╗»[J].¢M║¤ÖC(j¿®)┤▓┼cÎÈäË(d¿░ng)╗»╝Ë╣ñ╝╝ðg(sh¿┤),2022(2):115-120.
[13]Jia B H ,Feng Y ,Wang X Y, et al.Research on the drilling micromechanical properties of TiBW/TC4 composites based on drilling force and temperature analysis[J].The International Journal of Advanced Manufacturing Technology, 2019,104(11):931-941.
[14]ÍýÎ┐Í¥,Óì└Î,ðý╠K░Ï,Á╚.GFRP ð²ÌD(zhu¿ún)│¼┬ò╠Î┐Î╝Ë╣ñ¦S¤‗┴ªÈç‗×(y¿ñn)Ðð¥┐[J].ÍãÈý ╝╝ðg(sh¿┤)┼cÖC(j¿®)┤▓,2022(4):63-68.
Á┌Ê╗θı▀ú║─Ã┤║ËÛú¼┼«ú¼1999 ─Û╔·ú¼┤T╩┐Ðð¥┐╔·ú¼ Ðð¥┐À¢¤‗?y¿ñn)ÚÙy╝Ë╣ñ▓─┴¤┼cÅ═(f¿┤)║¤▓─┴¤©▀𺥽├▄╝Ë╣ñíúE-mailú║2275964142@qq.com ═¿ð┼θı▀ú║¢¬È÷¦xú¼─ðú¼1971 ─Û╔·ú¼╣ñîW(xu¿ª)▓®╩┐ú¼¢╠ ╩┌ú¼Í¸Ê¬Ðð¥┐À¢¤‗?y¿ñn)Ú¤╚▀M(j¿¼n)ÍãÈý╝╝ðg(sh¿┤)íó©▀ðºÃð¤¸╝Ë╣ñ╝╝ðg(sh¿┤)íúE-mailú║jzh1022@163.com
tagÿ╦(bi¿ío)║×:TC4Ôü║¤¢